What Is Low Distortion Lens in Industrial Imaging?
05/30/2026
How to Calculate Field of View for Machine Vision?
06/01/2026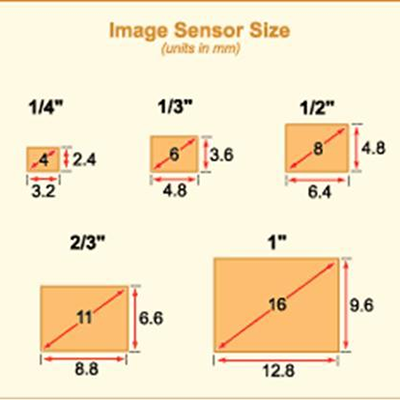
Introduction
Sensor Size in Industrial Cameras plays a critical role in determining image quality, field of view, lens compatibility, and overall machine vision performance. Whether used in factory automation, robotics vision, smart traffic systems, medical imaging, or AI inspection equipment, selecting the correct sensor size directly affects the accuracy and efficiency of an industrial imaging system.
In modern machine vision applications, many engineers focus heavily on camera resolution while overlooking the importance of sensor format. However, even a high-resolution camera can produce poor imaging results if the sensor size does not properly match the lens, working distance, or inspection requirements. Understanding how sensor size influences optical performance is essential for building reliable industrial vision systems.
This guide explains everything you need to know about industrial camera sensor sizes, including common sensor formats, field of view relationships, lens matching, low-light performance, and practical selection strategies for machine vision applications.
What Is Sensor Size in Industrial Cameras?
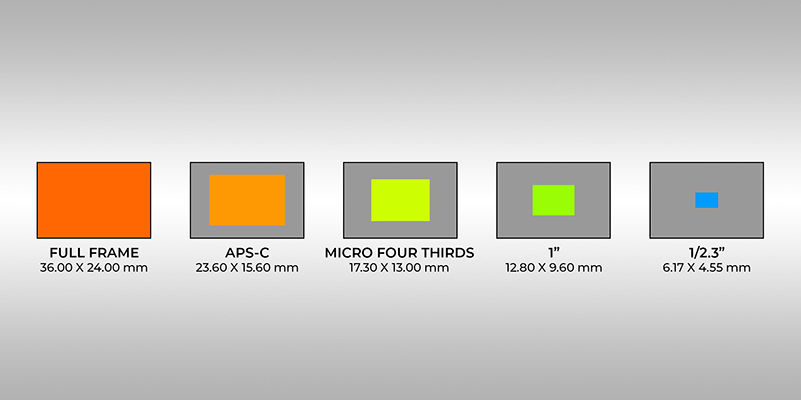
Sensor size refers to the physical dimensions of the image sensor inside an industrial camera. The sensor captures incoming light from the lens and converts it into digital image data.
Industrial cameras commonly use CMOS image sensors, and the sensor size is usually described using “inch-type” formats such as:
- 1/3″
- 1/2″
- 2/3″
- 1″
- APS-C
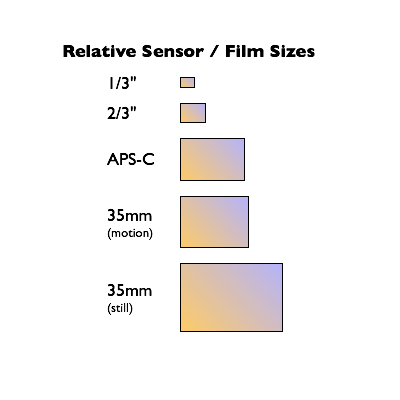
Although these names include inches, they do not represent the actual physical dimensions of the sensor. The naming convention originates from old television camera tube standards and remains widely used in the imaging industry today.
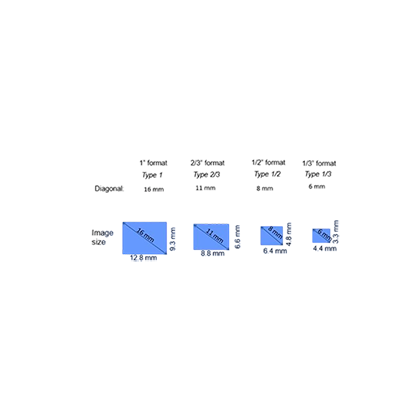
Common Industrial Camera Sensor Formats
| Sensor Format | Approximate Diagonal | Typical Applications |
|---|---|---|
| 1/4″ | ~4 mm | Embedded vision systems |
| 1/3″ | ~6 mm | Entry-level industrial imaging |
| 1/2″ | ~8 mm | General machine vision |
| 2/3″ | ~11 mm | Factory automation |
| 1″ | ~16 mm | Precision inspection |
| APS-C | ~28 mm | High-end industrial imaging |
Larger sensors capture more image information and generally provide wider fields of view, better low-light sensitivity, and improved image quality.
Why Sensor Size Matters in Machine Vision
Choosing the proper sensor size affects multiple aspects of an industrial imaging system, including:
- Field of view
- Lens compatibility
- Pixel size
- Distortion control
- Image brightness
- Inspection accuracy
A mismatch between sensor and lens can lead to vignetting, blurry corners, insufficient coverage, or distorted images.
Sensor Size and Field of View
One of the most important relationships in machine vision is between sensor size and field of view (FOV).
For the same focal length lens:
- Larger sensor → wider field of view
- Smaller sensor → narrower field of view
For example, a 25mm lens paired with a 1″ sensor captures a much larger viewing area than the same lens paired with a 1/3″ sensor.
This relationship is extremely important in applications such as:
- PCB inspection
- Robotics guidance
- Barcode reading
- OCR systems
- Automated assembly inspection
Towin provides a helpful FOV calculator inside its Knowledge Center to help engineers determine the correct lens and sensor combination for their systems.
Sensor Size and Pixel Performance
Larger sensors often support larger pixel sizes, which improves imaging performance in challenging lighting environments.
Advantages of Larger Pixels
| Benefit | Explanation |
|---|---|
| Better low-light performance | Captures more light |
| Lower image noise | Improved signal-to-noise ratio |
| Higher dynamic range | Better detail in bright and dark areas |
| Improved sensitivity | More stable industrial imaging |
Smaller pixels can provide higher pixel density and finer detail, but they may require stronger illumination and more advanced optics.
In industrial automation systems operating under low-light or high-speed conditions, balancing sensor size and pixel size is essential.
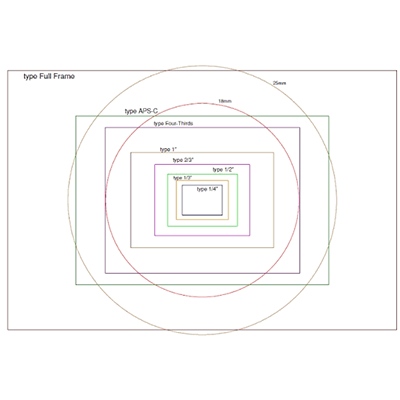
Lens Compatibility and Sensor Coverage
Lens matching is one of the most critical considerations when selecting industrial cameras.
Every lens projects an image circle onto the sensor. The image circle must fully cover the sensor area.
If the sensor is larger than the lens image circle, problems occur:
- Dark corners
- Vignetting
- Reduced sharpness
- Edge distortion
Typical Lens Matching
| Sensor Size | Recommended Lens Type |
|---|---|
| 1/3″ | Compact C-mount lens |
| 1/2″ | Standard FA lens |
| 2/3″ | Low distortion machine vision lens |
| 1″ | High-resolution industrial lens |
When designing machine vision systems, engineers should always confirm:
- Sensor format
- Lens image circle
- Resolution compatibility
- Mount type
before finalizing the optical setup.
Sensor Size in Industrial Cameras for Different Applications
Different industries require different sensor configurations depending on imaging goals and environmental conditions.
PCB Inspection
PCB inspection systems often require:
- High resolution
- Large sensors
- Low distortion lenses
1″ sensors are common because they provide wider coverage and higher precision.
Robotics Vision
Robotic guidance systems prioritize:
- Fast image acquisition
- Compact size
- Balanced field of view
1/2″ and 2/3″ sensors are frequently used in industrial robotics.
Smart Traffic Systems
Traffic monitoring cameras benefit from:
- Larger sensors
- Better night sensitivity
- Higher dynamic range
These features improve license plate recognition and vehicle detection accuracy.
Medical Imaging
Medical imaging applications require:
- High image clarity
- Precise color reproduction
- Excellent low-light performance
Large-format CMOS sensors are commonly used in medical inspection devices.
Sensor size
How to Choose the Right Sensor Size
Selecting the best sensor size depends on the complete imaging system rather than one specification alone.
1. Consider the Object Size
Larger objects usually require:
- Larger sensors
- Wider field of view
Small precision targets may benefit from smaller sensors combined with macro optics.
2. Evaluate Working Distance
Longer working distances may require:
- Larger sensors
- Longer focal lengths
Compact installations may favor smaller sensors and compact lenses.
3. Analyze Lighting Conditions
Low-light environments typically benefit from larger sensors because they collect more light and produce cleaner images.
4. Determine Resolution Requirements
Applications such as semiconductor inspection or metrology often require:
- High-resolution sensors
- Precision optics
- Large sensor coverage
System resolution should always match inspection accuracy requirements.
Common Mistakes When Selecting Industrial Camera Sensors
Choosing Resolution Without Considering Sensor Size
Higher megapixels alone do not guarantee better imaging performance.
Ignoring Lens Compatibility
Using a lens designed for smaller sensors can cause severe image quality problems.
Oversizing the Sensor
Larger sensors increase system cost and require more expensive optics.
Forgetting Illumination Conditions
Lighting quality and exposure conditions greatly influence sensor performance.
Sensor Size Comparison Table
| Sensor Size | FOV | Low-Light Performance | Lens Cost | Typical Use |
|---|---|---|---|---|
| 1/3″ | Narrow | Moderate | Low | Basic automation |
| 1/2″ | Balanced | Good | Medium | General machine vision |
| 2/3″ | Wide | Better | Higher | Precision inspection |
| 1″ | Very Wide | Excellent | High | Semiconductor & metrology |
In many modern systems, Sensor Size in Industrial Cameras directly determines how effectively the camera integrates with lenses, lighting systems, and AI imaging algorithms.
Frequently Asked Questions
Q: Is a larger sensor always better?
A: Not necessarily. Larger sensors improve image quality and field of view but also increase system cost and lens requirements.
Q: How does sensor size affect field of view?
A: Larger sensors capture wider viewing areas when using the same focal length lens.
Q: What is the best sensor size for machine vision?
A: The best sensor size depends on the application, working distance, object size, lighting conditions, and required accuracy.
Q: Can one lens support multiple sensor sizes?
A: Yes, as long as the lens image circle fully covers the sensor.
Q: Why are industrial camera sensor sizes measured in inches?
A: The naming system originates from historical video camera tube standards and remains widely used today.
Conclusion
Understanding Sensor Size in Industrial Cameras is essential for designing efficient and reliable machine vision systems. Sensor size influences field of view, low-light sensitivity, lens compatibility, distortion control, and inspection accuracy across nearly every industrial imaging application.
Whether building robotics vision systems, automated inspection equipment, smart traffic platforms, or medical imaging devices, selecting the correct sensor format ensures optimal imaging performance and long-term system stability.
For engineers and system integrators, combining the correct sensor size with properly matched machine vision lenses is the foundation of successful industrial imaging design. To further optimize your system, explore the Knowledge Center, FOV Calculator, Lens Selection Guide, and industrial optics resources available on Towin to gain deeper insights into Sensor Size in Industrial Cameras.