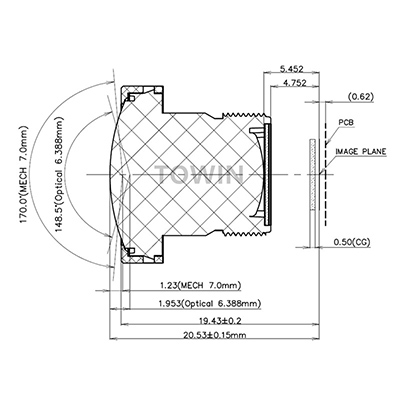
Pinhole lens 22mm IR corrected CCTV M12 lens
09/29/2025Understanding Lens Mounts for CCTV Cameras
09/30/2025
In the realm of technological advancement, machine vision lenses have emerged as pivotal components, revolutionizing various sectors by enabling unprecedented levels of accuracy and automation. These sophisticated optical systems are designed to capture, process, and analyze visual information, mimicking human vision but with superior speed, reliability, and detail. “What industries use machine vision lens?” reveals innovation’s role in boosting efficiency and quality across varied sectors.
What Industries Use Machine Vision Lens?
1. Manufacturing and Assembly:
In the manufacturing sector, machine vision lenses are indispensable. They facilitate precise inspection of components during assembly, ensuring that every part meets stringent quality standards. These lenses boost productivity and cut waste by spotting tiny flaws and ensuring precise fastener placement. Automated systems equipped with machine vision can operate 24/7, significantly boosting throughput while maintaining high accuracy.

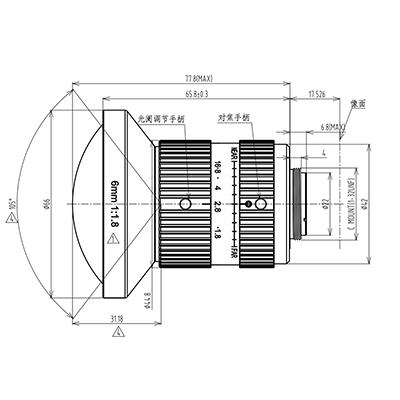
C-mount Machine Vision lens
2. Healthcare and Pharmaceuticals:
The healthcare industry benefits immensely from machine vision technology. In pharmaceuticals, lenses are used for pill counting, sorting, and inspection, ensuring that medications are correctly packaged and free from contaminants. In medical diagnostics, machine vision aids in the analysis of X-rays, MRIs, and other imaging techniques, providing doctors with detailed visuals that enhance diagnostic accuracy. Robotic systems with high-res machine vision lenses aid surgeons in precise, delicate surgeries.
3. Automotive Industry:
The automotive sector leverages machine vision lenses for a multitude of applications. From quality control in body panel production to ensuring the correct alignment of components during assembly, these lenses play a crucial role. Machine vision systems in autonomous vehicles excel at object detection, lane tracking, and obstacle avoidance, boosting safety and efficiency.
4. Agriculture:
In agriculture, machine vision lenses are transforming traditional farming practices. They enable precise crop monitoring, identifying pests, diseases, and nutrient deficiencies early on. Drones with these lenses scan fields, giving farmers detailed images to guide irrigation, fertilization, and harvesting. This not only increases yield but also promotes sustainable farming practices.
5. Logistics and Warehousing:
The logistics and warehousing industry relies heavily on machine vision for efficient operations. Barcode scanning, package sorting, and inventory management are streamlined through the use of these lenses. Automated guided vehicles (AGVs) and robots equipped with machine vision can navigate complex environments, pick and place items accurately, and optimize storage space. This reduces human error, speeds up processes, and lowers operational costs.

C mount machine vision lenses
Recommended Reading: Machine Vision Lens Resolution
In conclusion, the query “What industries use machine vision lens?” uncovers many sectors where this tech significantly boosts efficiency and precision. From enhancing manufacturing processes to revolutionizing healthcare and agriculture, machine vision lenses are at the forefront of innovation, driving industries towards a future of increased efficiency, accuracy, and sustainability. As technology continues to evolve, the potential for machine vision to transform even more sectors is immense, promising a world where human and machine collaboration reaches new heights.