4mm 5Megapixels Low Distortion Wide Angle Lens
09/26/2025
Fisheye Lens Light Painting
09/28/2025
Machine vision systems have revolutionized industries like manufacturing, robotics, and healthcare by enabling automated, high-speed inspection and analysis. At the heart of these systems lies machine vision lens resolution, a critical factor determining image clarity, accuracy, and overall system performance.
Machine Vision Lens Resolution: The Foundation of Precision
Machine vision lens resolution refers to the lens’s ability to distinguish fine details in an image, measured in line pairs per millimeter (LP/mm) or pixels per inch (PPI). Higher resolution lenses capture sharper images, allowing systems to detect defects, measure dimensions, or classify objects with unprecedented accuracy. For industries relying on zero-defect tolerances—such as automotive or semiconductor manufacturing—resolution is non-negotiable.

C mount machine vision lenses
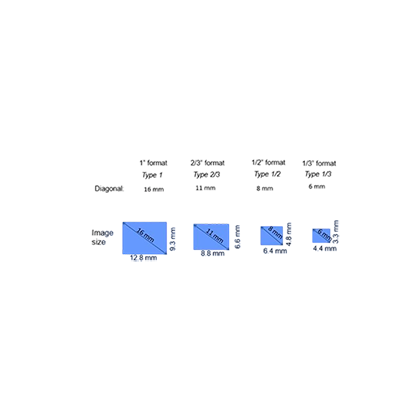
1. Sensor Compatibility and Pixel Density
The interplay between the lens and the image sensor dictates effective resolution. A high-resolution lens paired with a low-pixel-density sensor wastes its potential, as the sensor cannot capture the lens’s finer details. Conversely, a low-resolution lens bottlenecks even the most advanced sensors. For optimal results, align the lens’s resolution with the sensor’s capabilities. For example, a 5-megapixel camera demands a lens capable of resolving features smaller than 3.45 microns to leverage its full potential.
2. Magnification and Working Distance
Resolution varies with magnification. High-magnification lenses (e.g., 10x) excel at inspecting micro-components but may sacrifice field of view. Low-magnification lenses (e.g., 0.5x) cover larger areas but resolve coarser details. Working distance—the space between the lens and the object—also impacts resolution. Telecentric lenses, which maintain consistent magnification across distances, are ideal for applications requiring uniform precision, such as measuring parts in 3D space.
3. Aberration Correction
Optical aberrations—like spherical or chromatic distortion—blur edges and reduce contrast, degrading resolution. Premium lenses incorporate aspherical elements and multi-coating technologies to minimize these issues. For instance, CMOS sensors paired with aberration-corrected lenses achieve sharper images in low-light conditions, critical for high-speed inspection lines.
4. Lighting and Contrast
Resolution is meaningless without adequate contrast. Proper lighting—such as structured LED arrays or diffuse backlighting—enhances edge definition, enabling the lens to resolve finer details. Poor lighting can mask defects, leading to false positives or negatives.
5. Environmental Stability
Temperature fluctuations, vibrations, and dust can degrade resolution over time. Industrial-grade lenses with ruggedized housings and thermal stabilization maintain consistent performance in harsh environments. For example, a lens operating in a foundry must resist thermal expansion to avoid focus drift.

IR 12MP Low Distortion Machine Vision Lens
Why Machine Vision Lens Resolution Matters
In automotive assembly, a lens with subpar resolution might miss hairline cracks in engine components, leading to catastrophic failures. In medical device manufacturing, low resolution could result in misaligned parts, compromising patient safety. By investing in high-resolution lenses, businesses reduce waste, accelerate throughput, and ensure compliance with stringent quality standards.
Recommended Reading: What are the components of a machine vision lens?
Conclusion
Machine vision lens resolution is not just a technical specification—it’s the cornerstone of reliable, high-precision automation. By prioritizing factors like sensor compatibility, aberration correction, and environmental stability, industries can unlock the full potential of their vision systems. As AI and Industry 4.0 evolve, the demand for ultra-high-resolution lenses will only grow, making now the time to invest in clarity.