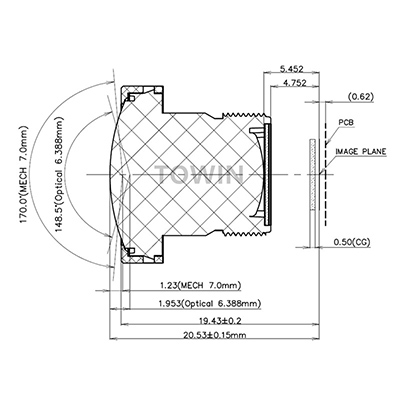
20MP 1.1 inch 16mm C-mount Machine Vision lens
09/24/2025
CCTV Lens in Modern Surveillance Systems
09/25/2025
Machine vision systems have revolutionized industries by enabling automated inspection, measurement, and guidance with remarkable precision. At the heart of these systems lies the machine vision lens, a sophisticated optical device engineered to capture high-resolution images for analysis.
The 5 Key Components of a Machine Vision Lens
1. Optical Elements (Lenses)
The core of any machine vision lens consists of multiple precision-engineered glass or plastic lenses arranged in groups. These elements work together to focus light onto the image sensor, correcting aberrations like distortion, chromatic dispersion, and spherical errors. High-quality lenses minimize image blur, ensuring sharpness across the entire field of view. For instance, telecentric lenses, commonly used in metrology, eliminate perspective distortion for accurate dimensional measurements.

C mount IR corrected machine vision lenses
2. Aperture Stop
The aperture stop controls the amount of light entering the lens and influences depth of field (DoF) and exposure. A smaller aperture increases DoF, keeping more of the image in focus, while a larger aperture allows more light, useful in low-light conditions. Adjustable apertures provide flexibility, enabling the machine vision lens to adapt to varying lighting environments or object distances.
3. Mounting Mechanism
A robust mounting system ensures the lens remains stable and aligned with the camera sensor. Common designs include C-mount, F-mount, and M12 screw mounts, each catering to specific sensor sizes and applications. Precision-machined threads or bayonet fittings prevent misalignment, which could degrade image quality. For example, industrial machine vision lenses often feature ruggedized mounts to withstand vibrations in manufacturing settings.
4. Coatings
Anti-reflective (AR) coatings are applied to lens surfaces to reduce glare and improve light transmission. Multi-layer coatings enhance contrast and color fidelity, critical for applications like barcode scanning or defect detection. Some lenses also incorporate hydrophobic or oleophobic coatings to repel water, oil, and dust, maintaining clarity in harsh environments.
5. Focusing Mechanism
Manual or motorized focusing systems adjust the lens’s position relative to the sensor to achieve sharp images. Motorized focus is advantageous for dynamic applications where objects move at varying distances, such as conveyor belt inspection. Some advanced machine vision lenses integrate autofocus technology, using sensors or software algorithms to optimize focus in real time.

C-mount Machine Vision lens
Why These Components Matter
Each component plays a vital role in the machine vision lens’s overall performance. For example, a poorly corrected lens may introduce distortions that skew measurement results, while a subpar coating could reduce contrast, making defects harder to detect. By selecting lenses with high-quality components, manufacturers ensure their vision systems deliver consistent, reliable data—a non-negotiable requirement in industries like automotive, pharmaceuticals, and electronics.
Recommended Reading: Machine vision lens and a regular lens?
Conclusion
The synergy of optical elements, aperture control, precise mounting, advanced coatings, and focusing mechanisms makes the machine vision lens a powerhouse of accuracy and reliability. By prioritizing these components, businesses can unlock the full potential of machine vision technology, driving efficiency and quality in an increasingly automated world.