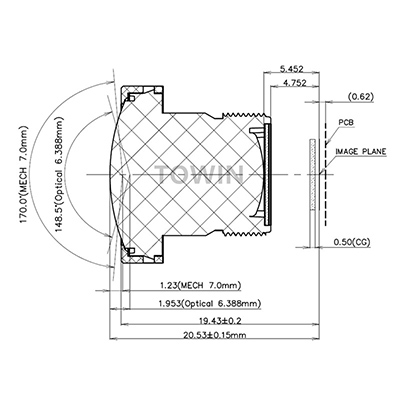
IR corrected C-mount ITS traffic CCTV lens
09/22/2025Understanding CCTV Lens
09/23/2025
In the world of optics, the choice between a machine vision lens and a regular lens can significantly impact performance, accuracy, and cost-efficiency. While both serve the fundamental purpose of focusing light, their designs, capabilities, and applications differ drastically.
Machine Vision Lens and a Regular Lens: Core Differences
1. Design and Construction
A machine vision lenses is engineered for precision and durability. These lenses are built to withstand harsh industrial environments, including extreme temperatures, vibrations, and dust. They often feature metal housings and advanced coatings to minimize distortion and enhance image clarity.
In contrast, a regular lens—such as those used in consumer cameras or smartphones—prioritizes portability and affordability. While they may offer excellent image quality for everyday use, they lack the ruggedness required for industrial applications.

C mount machine vision lenses
2. Image Quality and Resolution
Machine vision lenses are designed to capture high-resolution images with minimal distortion. This is crucial for tasks like quality control, where even the slightest defect must be detected. These lenses often support megapixel sensors and have low aberration rates, ensuring consistent performance across the entire image field.
Regular lenses, on the other hand, may compromise on resolution to reduce cost or size. While they perform well for casual photography, they are not suitable for applications demanding microscopic precision.
3. Focal Length and Depth of Field
One of the most significant advantages of a machine vision lens is its ability to maintain a wide depth of field at short working distances. This allows machines to inspect objects of varying heights without refocusing, streamlining processes like assembly line inspections.
Regular lenses typically have a narrower depth of field, making them less ideal for tasks requiring focus across multiple planes. For example, a smartphone camera struggles to keep both the foreground and background sharp simultaneously.
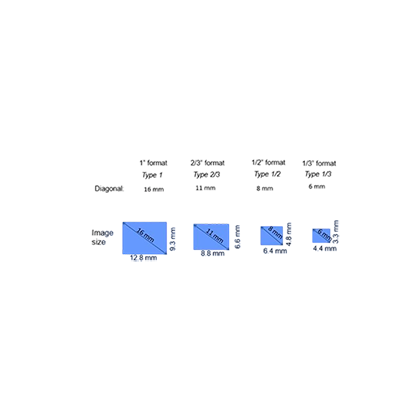
4. Compatibility with Sensors
Machine vision lenses are optimized for specific sensor sizes, ensuring seamless integration with industrial cameras. They support formats like C-mount or F-mount, which are standard in machine vision systems.
Regular lenses are more versatile but may not align perfectly with specialized sensors. This can lead to vignetting or reduced image quality when used outside their intended parameters.
5. Cost and Longevity
While a machine vision lens may have a higher upfront cost, its durability and precision justify the investment for industrial users. These lenses are built to last, reducing maintenance and replacement expenses over time.
Regular lenses are cheaper but may require frequent upgrades as technology advances or if they sustain damage. For hobbyists, this is acceptable, but for businesses, it can lead to higher long-term costs.

25MM Low Distortion Machine Vision Lenses
Why Choose the Right Lens?
Selecting between a machine vision lens and a regular lens depends on your application. For instance, a factory automating its inspection process would benefit from a machine vision lens due to its reliability and high performance. Conversely, a photographer capturing landscapes would find a regular lens more practical.
Recommended Reading: What is an F-mount machine vision lens?
Conclusion
The differences between a machine vision lens and a regular lens are stark, ranging from design and image quality to cost and longevity. By understanding these distinctions, you can choose the lens that best aligns with your goals, whether it’s enhancing industrial efficiency or capturing stunning photographs.