What Lens Mount Is Commonly Used in Medical Imaging Devices?
06/18/2026
Choosing the best machine vision lens depends on your application requirements, camera sensor size, working distance, field of view, and image quality expectations. In industrial automation, a properly selected lens can significantly improve inspection accuracy, measurement precision, and overall system performance.
Whether you are building a machine vision system for quality inspection, robotics, barcode reading, semiconductor manufacturing, or AI-powered automation, understanding lens selection fundamentals is essential.
Why Lens Selection Matters in Machine Vision
Many engineers focus heavily on camera resolution while overlooking the lens. However, the lens directly determines how much detail reaches the image sensor. Even the highest-resolution camera cannot deliver accurate results if paired with an unsuitable lens.
For industrial applications, selecting the right machine vision camera lens helps ensure:
- Higher image sharpness
- Reduced distortion
- Improved measurement accuracy
- Better object detection performance
- Reliable inspection results
To explore complete industry-specific applications, visit our Industrial Lens Solutions page.
Key Factors When Choosing a Machine Vision Lens
1. Sensor Size Compatibility
The lens image circle must fully cover the camera sensor. A mismatch can cause vignetting and reduced image quality.
If you’re unsure how sensor size affects lens selection, read our Sensor Size Guide.
2. Required Field of View
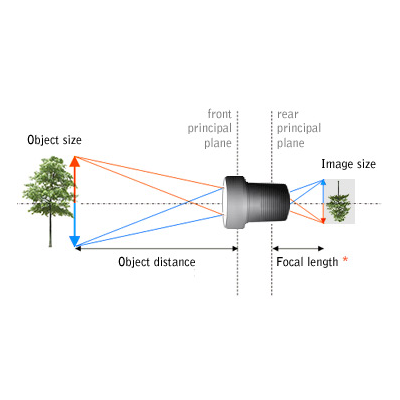
The field of view determines how much of the target object appears in the image. Larger inspection areas generally require shorter focal lengths, while detailed inspections may require longer focal lengths.
You can quickly calculate the required focal length using our FOV Calculator.
3. Working Distance
Working distance refers to the space between the lens and the object being inspected. This parameter strongly influences focal length selection and system layout.
4. Resolution Requirements
Modern industrial cameras often exceed 5MP, 8MP, or even 12MP resolutions. The lens must be capable of resolving sufficient detail to match the camera sensor performance.
5. Distortion Performance
Applications involving dimensional measurement, metrology, and automated inspection require low-distortion optics to ensure accurate image representation.
Learn more in our detailed Lens Distortion Guide.
Best Lens Types for Different Machine Vision Applications
M12 Lenses for Compact Vision Systems
M12 lenses are widely used in embedded vision, robotics, smart cameras, and AI edge devices. Their compact size makes them ideal when space is limited.
Explore our complete M12 Lens Solutions for industrial vision applications.
Low Distortion Lenses for Precision Inspection
When measurement accuracy is critical, low-distortion lenses provide more reliable results by minimizing geometric image errors.
These lenses are commonly used in:
- AOI systems
- PCB inspection
- Semiconductor inspection
- Metrology equipment
Wide-Angle Lenses for Robotics and Navigation
Robotics systems often require larger scene coverage for navigation, obstacle detection, and simultaneous localization and mapping (SLAM). Wide-angle lenses help capture more environmental information with a single camera.
Telephoto Lenses for Long-Distance Inspection
For applications where the camera cannot be placed close to the target, telephoto lenses provide the necessary magnification while maintaining image quality.
How to Select the Best Machine Vision Lens
A practical lens selection workflow includes:
- Determine sensor size
- Define required field of view
- Measure working distance
- Calculate focal length
- Verify resolution requirements
- Evaluate distortion tolerance
- Confirm environmental conditions
For a detailed step-by-step process, see our Machine Vision Lens Selection Guide.
Machine Vision Applications That Depend on Proper Lens Selection
Different industries require different optical characteristics. Common applications include:
- Industrial inspection
- Factory automation
- Robotics vision
- Barcode reading
- Medical imaging
- Smart traffic systems
- Biometric recognition
- AI-powered vision systems
You can explore these application areas in our Optical Lens Solutions Center.
Frequently Asked Questions
Q: What focal length is best for machine vision?
A: There is no universal focal length. The ideal choice depends on sensor size, working distance, and desired field of view.
Q: Are M12 lenses suitable for machine vision?
A: Yes. M12 lenses are widely used in compact machine vision systems, robotics, AI cameras, and embedded vision devices.
Q: How important is lens distortion in machine vision?
A: Distortion can significantly affect measurement accuracy. Low-distortion lenses are recommended for inspection and metrology applications.
Q: How do I calculate the required lens focal length?
A: You can use a field-of-view calculation tool based on sensor size, working distance, and target dimensions.
Conclusion
The best lens for machine vision is not necessarily the most expensive one—it is the lens that matches your camera sensor, field of view, working distance, and application requirements. By carefully evaluating these factors, engineers can achieve better image quality, higher inspection accuracy, and more reliable automation performance.
If you need assistance selecting the right machine vision lens, explore our complete Industrial Optical Lens Solutions or contact the TOWIN engineering team for expert guidance.