Astronomy pinhole lens
08/22/2025
How does aperture work in photography?
08/22/2025
In the realm of industrial automation, precision and efficiency are paramount. One of the unsung heroes making this possible is the machine vision lens. This sophisticated optical component is at the heart of machine vision systems, enabling machines to “see” and interpret the world with remarkable accuracy.
What is a Machine Vision Lens?
A machine vision lens is a specialized optical lens designed to capture high-quality images for machine vision systems. These systems serve various industrial applications, including quality control, inspection, and robotic guidance. Unlike standard camera lenses, engineers design machine vision lenses to meet the stringent demands of industrial environments, delivering superior image clarity, resolution, and consistency.
Machine vision lenses come in various types, including fixed focal length lenses, zoom lenses, and telecentric lenses. Each type serves a specific purpose, depending on the application’s needs. For instance, telecentric lenses are ideal for measuring objects with high precision, as they eliminate perspective distortion and provide uniform magnification across the field of view.

C mount IR corrected machine vision lenses
Key Components and Features of a Machine Vision Lens
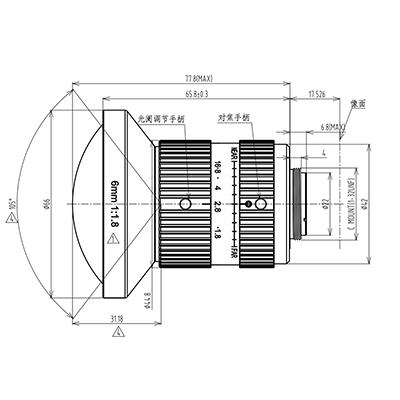
- 1. Optical Design: Machine vision lenses are designed with advanced optical elements to minimize aberrations and ensure sharp, clear images. They often feature multiple lens elements, each carefully crafted to contribute to the overall image quality.
- 2. Aperture and F-Stop: The aperture of a machine vision lens controls the amount of light entering the camera sensor. A larger aperture (lower f-stop number) allows more light, which is beneficial in low-light conditions. However, it also affects the depth of field, which is the range of distances within which objects appear sharp.
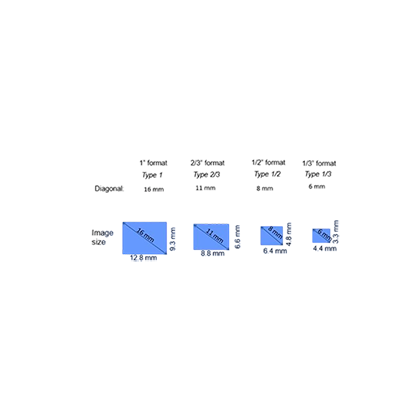
- 3. Focal Length: The focal length determines the field of view and magnification of the lens. Shorter focal lengths provide a wider field of view, while longer focal lengths offer higher magnification. Choosing the right focal length is crucial for capturing the desired level of detail in the image.
- 4. Resolution: Machine vision lenses are designed to support high-resolution sensors, ensuring that every detail is captured accurately. High-resolution lenses are essential for applications requiring fine measurement and inspection, such as semiconductor manufacturing and electronics assembly.
- 5. Durability: Industrial environments can be harsh, with exposure to dust, moisture, and extreme temperatures. Machine vision lenses withstand these conditions through robust construction and protective coatings, ensuring long-term reliability.

IR 12MP Low Distortion Machine Vision Lens
Benefits of Using a Machine Vision Lens
- 1. Enhanced Precision: One of the most significant advantages of a machine vision lens is its ability to capture images with exceptional precision. This precision is crucial for applications like quality control, where even the slightest defect can lead to product failure. By providing clear, detailed images, machine vision lenses enable machines to detect defects and anomalies with high accuracy.
- 2. Increased Efficiency: Machine vision systems equipped with high-quality lenses can process images at remarkable speeds, significantly reducing inspection times. This increased efficiency translates to higher throughput and lower production costs, making machine vision lenses a valuable investment for manufacturers.
- 3. Improved Reliability: Machine vision lenses are designed to operate reliably in demanding industrial environments. Their robust construction and protective features ensure consistent performance, even in the presence of dust, vibrations, and temperature fluctuations. This reliability minimizes downtime and maintenance costs, contributing to overall operational efficiency.
- 4. Versatility: Machine vision lenses are versatile components that can be used in a wide range of applications. From simple barcode reading to complex 3D inspection, these lenses adapt to fulfill the specific needs of different industries.
This versatility makes machine vision lenses a cost-effective solution for manufacturers looking to implement advanced automation technologies. - 5. Cost Savings: While the initial investment in a machine vision lens may be higher than standard lenses, the long-term cost savings are substantial. By improving precision, efficiency, and reliability, machine vision lenses help reduce waste, rework, and downtime, leading to significant cost savings over time. Recommended Reading: What are the types of machine vision lenses
Real-World Applications of Machine Vision Lenses
Machine vision lenses are used in various industries, including automotive, electronics, pharmaceuticals, and food and beverage. In the automotive industry, for example, machine vision lenses are used for inspecting engine components, ensuring that each part meets strict quality standards. In the electronics sector, these lenses play a crucial role in assembling and inspecting printed circuit boards (PCBs), detecting defects such as misaligned components or soldering issues.

25MM Low Distortion Machine Vision Lenses
Conclusion
A machine vision lens is a powerful tool that is revolutionizing industrial automation. Its advanced optical design, durability, and versatility make it an indispensable component in machine vision systems. By enhancing precision, increasing efficiency, and improving reliability, machine vision lenses are helping manufacturers achieve new levels of productivity and quality. As technology continues to evolve, the role of machine vision lenses in industrial automation will only become more significant, driving innovation and transforming the way we manufacture products.