Wide Angle Lens Filters
09/18/2025
Fisheye lenses with wide aperture options
09/18/2025
Machine vision lens are the unsung heroes of automation, enabling robots, drones, and AI systems to “see” and interpret the world with remarkable accuracy. But how exactly do these specialized lenses transform light into actionable data?
1. The Core Components of a Machine Vision Lens
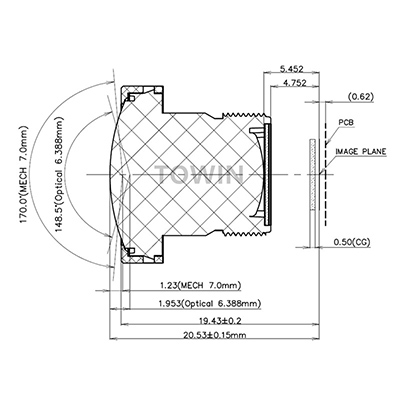
At its heart, a machine vision lens is a meticulously engineered optical system designed to capture high-resolution images under varying conditions. Unlike standard camera lenses, machine vision lenses prioritize precision, durability, and compatibility with sensors. Here’s a breakdown of their key parts:
- Optical Elements (Lenses): Multiple glass or plastic lenses work together to focus light onto the image sensor. These elements correct distortions, such as chromatic aberration, ensuring sharp, color-accurate images.
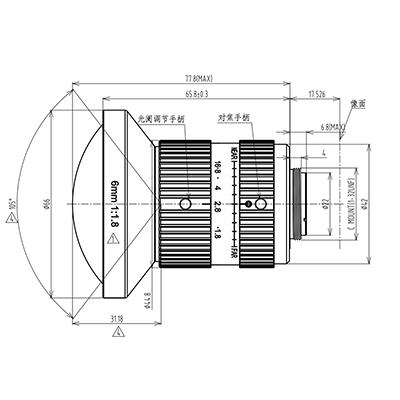
- Aperture: Controls the amount of light entering the lens, similar to the iris in a human eye. Adjustable apertures allow for flexibility in lighting conditions, from bright factory floors to dim warehouses.
- Focal Length: Determines the lens’s field of view (FOV) and magnification. Shorter focal lengths capture wider areas, while longer ones zoom in for detailed inspections.
- Mounting Mechanism: Secures the lens to cameras or sensors, often using standardized threads (e.g., C-mount) for easy interchangeability.

C mount machine vision lenses
2. How Light is Captured and Processed
The journey of light through a machine vision lens begins when it reflects off an object and enters the lens system. Here’s the step-by-step process:
- Light Entry: Light waves pass through the front lens element, bending (refracting) as they move through each subsequent lens.
- Focusing: The curved surfaces of the lenses direct light to converge at a specific point on the image sensor, forming a clear image.
- Aperture Regulation: The aperture diaphragm adjusts to control light intensity, preventing overexposure or underexposure.
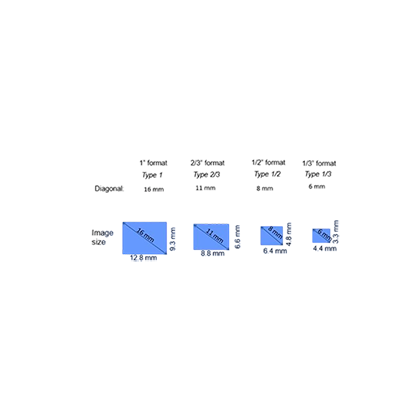
- Sensor Conversion: The focused light hits the image sensor (e.g., CCD or CMOS), which converts it into electrical signals.
- Data Transmission: These signals are sent to a processor, where software algorithms analyze the image for defects, patterns, or measurements.
For example, in a manufacturing plant, a machine vision lens might inspect circuit boards for soldering errors. The lens captures a high-resolution image, which software compares against a perfect template to flag inconsistencies.
3. Critical Factors Affecting Performance
Machine vision lenses must meet stringent requirements to function reliably in industrial settings. Key factors include:
- Resolution: The ability to distinguish fine details, measured in line pairs per millimeter (LP/mm). Higher resolution lenses are essential for inspecting microelectronics or pharmaceuticals.
- Depth of Field (DoF): The range of distances where objects appear in focus. A large DoF is crucial for applications like 3D scanning or barcode reading.
- Distortion Control: Minimizing geometric distortions (e.g., barrel or pincushion distortion) ensures accurate measurements.
- Light Sensitivity: Efficient light transmission reduces the need for external illumination, lowering energy costs.

C mount IR corrected machine vision lenses
4. Applications Driving Innovation
Machine vision lenses are revolutionizing industries by enabling automation and quality control. Common use cases include:
- Robotics: Guiding robotic arms to pick and place components with sub-millimeter accuracy.
- Automotive: Inspecting paint defects, weld quality, and assembly line parts in real time.
- Healthcare: Assisting in surgical navigation or analyzing medical images for diagnostics.
- Agriculture: Sorting produce by size, color, or ripeness using multispectral imaging.
According to a 2023 report by MarketsandMarkets, the global machine vision market is projected to reach $19.2 billion by 2025, driven by demand for AI-powered inspection systems.
5. Challenges and Future Trends
Despite their sophistication, machine vision lenses face challenges:
- Cost: High-performance lenses with advanced coatings can be expensive, though prices are declining as technology matures.
- Environmental Factors: Dust, humidity, or vibrations may degrade image quality, necessitating ruggedized designs.
- Integration Complexity: Pairing lenses with sensors and software requires expertise to avoid compatibility issues.
Looking ahead, trends like liquid lenses (which adjust focus electronically) and AI-driven calibration promise to enhance speed and adaptability. For instance, liquid lenses can refocus in milliseconds, making them ideal for high-speed production lines.
Recommended Reading: What is machine vision used for?

IR 12MP Low Distortion Machine Vision Lens
Conclusion
Machine vision lenses are a marvel of engineering, blending optics, electronics, and software to replicate—and surpass—human vision. By understanding “How does a machine vision lens work,” we gain insight into the technologies shaping the future of automation. As industries continue to adopt these systems, the demand for smarter, faster, and more reliable lenses will only grow.