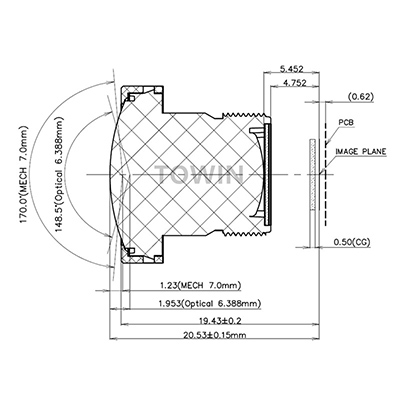
Scratch-resistant low distortion lens
10/10/2025
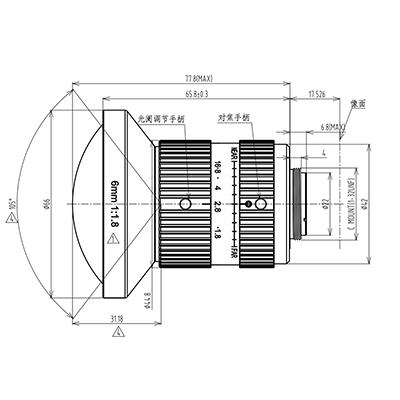
Aspherical lenses with fast aperture performance
10/10/2025
In the fast-paced world of manufacturing, precision and efficiency are non-negotiable. Enter machine vision lenses—a cornerstone of automation that enables machines to “see” and interpret visual data with human-like accuracy. These lenses are not just optical components; they are the eyes of smart factories, driving innovations in quality control, assembly, and process optimization.
How Are Machine Vision Lenses Used in Manufacturing?
Machine vision lenses function as specialized optical systems, capturing high-resolution images for software algorithms to process and analyze. Unlike standard lenses, they prioritize speed, accuracy, and durability under industrial conditions. Here’s how they are transforming manufacturing:

C mount machine vision lenses
1. Quality Control and Defect Detection
One of the most critical applications of machine vision lens is in quality assurance. Manufacturers use these lenses to inspect products for defects such as scratches, cracks, or misalignments. For example, in automotive manufacturing, lenses scan car parts at lightning speed, identifying flaws invisible to the human eye.
- How It Works: A camera with a machine vision lens captures images of products on a production line. Software compares these images against a “perfect” template, flagging deviations.
- Benefits: Reduces waste, minimizes human error, and ensures compliance with industry standards.
2. Precision Assembly and Robotics
In robotics-driven assembly lines, machine vision lens guide robots to place components with sub-millimeter accuracy. For instance, in electronics manufacturing, lenses help robots align tiny chips onto circuit boards.
- How It Works: Lenses provide real-time feedback to robotic arms, adjusting their movements based on visual data.
- Benefits: Speeds up production, reduces downtime, and enables complex assembly tasks.
3. Barcode and Text Recognition
Machine vision lens are also used for reading barcodes, QR codes, and printed text on packaging or products. This ensures traceability and inventory accuracy.
- How It Works: Lenses capture code images, which software decodes into actionable data.
- Benefits: Streamlines supply chain management and reduces shipping errors.
4. Dimensional Measurement
In industries like aerospace or medical devices, even minor dimensional errors can be catastrophic. Machine vision lens measure parts with extreme precision, ensuring they meet specifications.
- How It Works: Lenses capture 3D images of objects, and software calculates dimensions.
- Benefits: Eliminates manual measurement errors and accelerates inspection.
5. Process Monitoring and Optimization
Machine vision lens monitor production processes in real time, detecting inefficiencies or deviations. For example, in food packaging, lenses can identify underfilled containers or mislabeled products.
- How It Works: Cameras track production flow, and algorithms analyze data for anomalies.
- Benefits: Reduces downtime, improves yield, and enhances safety.

25MM Low Distortion Machine Vision FA Lens
Why Machine Vision Lenses Matter in Manufacturing
The adoption of machine vision lenses is driven by their ability to:
- Increase Speed: Process thousands of items per minute.
- Enhance Accuracy: Achieve 99%+ defect detection rates.
- Reduce Costs: Minimize labor and material waste.
- Enable Scalability: Adapt to high-volume production demands.
According to a 2023 report by MarketsandMarkets, the global machine vision market is projected to reach $18.7 billion by 2028, fueled by demand in manufacturing and automation.
FAQs
1. What Makes Machine Vision Lens Different from Regular Lenses?
Machine vision lens are engineered for industrial environments. They offer higher resolution, faster focal speeds, and resistance to dust, vibrations, and temperature fluctuations.
2. How Accurate Are Machine Vision Systems?
Accuracy depends on lens quality, lighting, and software. High-end systems can detect defects as small as 0.01mm, making them ideal for sectors like semiconductor manufacturing.
3. Can Machine Vision Lens Work in Low-Light Conditions?
Yes! Many lenses are paired with LED lighting or infrared sensors to operate in dim or dark environments, such as nighttime factory shifts.
4. Are Machine Vision Systems Expensive?
Initial costs vary, but ROI is often achieved within 1–2 years through reduced waste and increased productivity. Mid-range systems cost 5,000–20,000, while high-end setups may exceed $50,000.
5. What Industries Benefit Most from Machine Vision Lens?
Automotive, electronics, pharmaceuticals, food and beverage, and aerospace are top adopters. However, any sector requiring precision and speed can leverage this technology.

IR 12MP Low Distortion Machine Vision Lens
Conclusion
The answer lies in their versatility—from defect detection to robotic guidance, these lenses are redefining what’s possible in industrial automation. As AI and machine learning advance, expect even smarter vision systems capable of self-learning and predictive analytics.