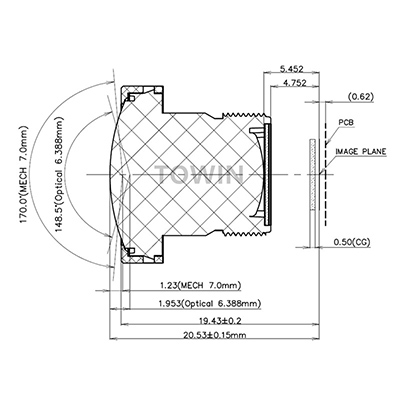
Fisheye lens 190 for IMX412 SONY
09/16/2025
Pinhole vs. Conventional Lenses
09/17/2025
Machine vision, a subset of artificial intelligence (AI), enables machines to interpret visual data from the world, mimicking human sight with far greater speed and accuracy. This technology combines cameras, sensors, and advanced algorithms to analyze images or videos in real time, making it indispensable across sectors. But what is machine vision used for in practice?
1. Manufacturing Automation: Enhancing Precision and Speed
In factories worldwide, machine vision systems inspect products for defects at speeds no human can match. For instance, automotive companies use these systems to detect scratches, dents, or misaligned parts on vehicles during assembly. A single machine vision setup can process thousands of items per hour with 99.9% accuracy, reducing waste and ensuring quality. Electronics manufacturers also rely on this technology to verify solder joints on circuit boards, preventing faulty devices from reaching consumers.

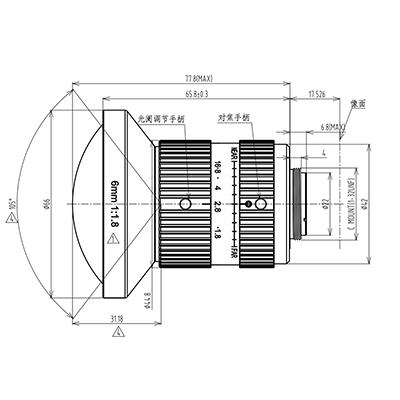
25MM Low Distortion Machine Vision Lenses
2. Healthcare: Revolutionizing Diagnostics and Surgery
Machine vision is transforming healthcare by enabling early disease detection and precise surgical interventions. In radiology, AI-powered systems analyze medical images like X-rays and MRIs to identify tumors or fractures faster than radiologists. For example, a study by Stanford University found that machine vision algorithms detected lung cancer with 94% accuracy, outperforming human experts. During surgeries, robotic systems equipped with machine vision navigate delicate tissues, minimizing blood loss and recovery time.
3. Agriculture: Optimizing Crop Yield and Sustainability
Farmers now use drones and tractors fitted with machine vision cameras to monitor crop health and soil conditions. These systems analyze plant color, texture, and growth patterns to detect diseases, pests, or nutrient deficiencies early. By applying targeted treatments, farmers reduce pesticide use by up to 30% while boosting yields. Machine vision also aids in harvesting, where robots identify ripe fruits and pick them without damaging produce.
4. Retail: Personalizing Shopping Experiences
Retailers leverage machine vision to enhance customer engagement and streamline operations. Smart shelves equipped with cameras track inventory levels in real time, alerting staff to restock items automatically. In stores, facial recognition technology analyzes shopper demographics to tailor promotions, while cashier-less systems like Amazon Go use machine vision to charge customers for items they pick up. This reduces checkout times by 70%, improving satisfaction.

C mount machine vision lenses
5. Transportation: Ensuring Safety and Efficiency
Self-driving cars rely heavily on machine vision to navigate roads safely. Cameras and LiDAR sensors detect obstacles, pedestrians, and traffic signals, enabling vehicles to make split-second decisions. For example, Tesla’s Autopilot system uses machine vision to interpret lane markings and adjust speed accordingly. In logistics, drones with machine vision inspect infrastructure like pipelines or power lines, identifying faults before they cause outages.
Recommended Reading: What does a machine vision lens mean?
Conclusion
From manufacturing to healthcare, what is machine vision used for is redefining efficiency, accuracy, and sustainability across industries. By automating complex tasks and providing actionable insights, this technology drives innovation while reducing costs. As AI advances, machine vision’s applications will only expand, solidifying its role as a cornerstone of the Fourth Industrial Revolution.