IR Cut Filter S-Mount Lens
08/07/2025
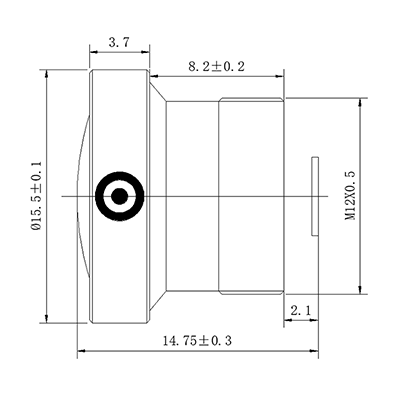
Low-distortion waterproof automotive lens
08/07/2025
Introduction
Selecting the right industrial lenses is a critical step in designing effective machine vision solutions. These lenses act as the “eyes” of automated systems, capturing high-quality images for inspection, measurement, and analysis. However, with countless options available, choosing the best fit can be overwhelming.
Why Industrial Lenses Matter in Machine Vision
Machine vision systems rely on industrial lenses to translate real-world scenes into digital data. Unlike standard camera lenses, industrial lenses are engineered for durability, precision, and compatibility with specialized sensors. A poorly chosen lens can lead to blurry images, inconsistent measurements, or system failures, costing time and resources.

50mm-C-mount industrial lens
1. Determine the Right Focal Length
The focal length of an industrial lens dictates its field of view (FOV) and magnification. To choose the correct focal length:
- Measure the working distance: The space between the lens and the object.
- Calculate the required FOV: Ensure it covers the entire target area.
- Use online calculators: Tools like Edmund Optics’ Lens Calculator simplify this process.
For example, a 12mm lens might suit a compact inspection station, while a 50mm lens is better for long-distance quality control.
2. Match Resolution to Sensor Specifications
The lens resolution must align with the camera sensor’s capabilities. A high-resolution sensor paired with a low-quality lens will waste its potential, producing subpar images. Key considerations:
- Megapixel rating: Ensure the lens supports the sensor’s pixel count.
- Modulation Transfer Function (MTF): A higher MTF indicates better sharpness.
- Avoid vignetting: Check if the lens covers the entire sensor area without dark corners.
For instance, a 5MP camera requires a lens rated for at least 5MP resolution to maximize clarity.
3. Choose the Correct Lens Mount
The lens mount connects the lens to the camera, ensuring stability and alignment. Common mounts include C-mount, CS-mount, and F-mount. To select the right one:
- Check camera compatibility: Refer to the manufacturer’s specifications.
- Consider future upgrades: A versatile mount like C-mount allows flexibility.
- Evaluate mechanical stability: Vibration-prone environments may need a locked mount to prevent misalignment.
Using an incompatible mount can lead to focus issues or even damage to the system.
4. Account for Lighting and Aperture
Lighting conditions significantly impact image quality. The lens aperture (f-number) controls how much light reaches the sensor:
- Low-light environments: Opt for a low f-number (e.g., f/1.4) to gather more light.
- Bright settings: A higher f-number (e.g., f/8) prevents overexposure.
- Depth of field (DoF): A smaller aperture increases DoF, keeping more of the image in focus.
For example, a f/2.8 lens is ideal for dimly lit factories, while a f/5.6 lens works well in sunlight.
5. Evaluate Environmental Durability
Industrial lenses must withstand harsh conditions like dust, moisture, and extreme temperatures. Key features to look for:
- IP ratings: An IP67-rated lens is dust-tight and water-resistant.
- Material: Metal housings offer better durability than plastic.
- Anti-reflective coatings: Reduce glare and improve contrast in bright settings.
A lens without proper protection may fail prematurely, leading to costly downtime.Recommended Reading:Common applications of industrial endoscope lenses

1/1.8″, 4.5mm low distortoin wide angle C mount industrial lens
Common Mistakes to Avoid
- Ignoring sensor size: A lens designed for a smaller sensor may not utilize the full area of a larger one.
- Overlooking distortion: Some lenses introduce barrel or pincushion distortion, skewing measurements.
- Neglecting maintenance: Dirty lenses degrade image quality over time.
Conclusion
Choosing the right industrial lenses is a game-changer for machine vision solutions. By following these five tips—focal length, resolution, mount type, aperture, and durability—you can ensure your system operates at peak efficiency. Remember, a well-selected lens not only enhances image quality but also reduces long-term costs by minimizing errors and downtime.