The Ultimate Checklist Low-Distortion Lens
10/31/2025
Low-Light M12 Lenses Solutions
10/31/2025
In the fast-paced world of logistics, precision, speed, and accuracy are non-negotiable. As supply chains grow more complex, the demand for cutting-edge technology rises. Enter machine vision lenses in logistics—a game-changing innovation that’s transforming warehouses, distribution centers, and transportation hubs worldwide. By integrating advanced imaging systems, businesses are achieving unprecedented levels of operational efficiency, cost savings, and error reduction.
Why Machine Vision Lenses Are Critical in Modern Logistics
Logistics operations rely heavily on visual data for tasks like inventory management, quality control, package sorting, and vehicle navigation. Traditional methods, such as manual inspections or basic cameras, often fall short in speed, accuracy, and scalability. Machine vision lenses in logistics address these gaps by providing high-resolution, real-time imaging that enables automated systems to “see” and interpret their environment with superhuman precision.
These lenses are engineered to capture detailed visuals under varying lighting conditions, distances, and angles, making them ideal for:
- Barcode and QR code scanning at lightning speed.
- Dimensional measurement of packages.
- Defect detection in products.
- Autonomous vehicle guidance in warehouses.
- Robotic arm coordination for picking and placing items.

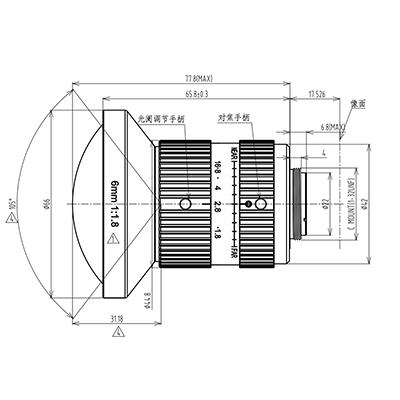
C-mount Machine Vision lens
5 Key Benefits of Machine Vision Lenses in Logistics
1. Enhanced Accuracy and Speed
Machine vision lenses eliminate human error in tasks like sorting or inventory checks. For example, a system equipped with these lenses can scan and categorize thousands of packages per hour, far outpacing manual methods.
2. 24/7 Operational Capability
Unlike human workers, machine vision systems don’t tire or require breaks. They function continuously, ensuring round-the-clock efficiency in logistics hubs.
3. Cost Efficiency
While the initial investment in machine vision technology may seem high, the long-term savings are substantial. Reduced labor costs, minimized product damage, and lower error rates lead to significant ROI over time.
4. Scalability
As logistics operations grow, machine vision lenses can be easily integrated into existing systems or expanded to accommodate new workflows. This flexibility is crucial for businesses adapting to fluctuating demand.
5. Improved Safety
In environments where heavy machinery or autonomous vehicles operate, machine vision lenses enhance safety by detecting obstacles, monitoring worker movements, and preventing accidents.
How Machine Vision Lenses Work in Logistics
At the heart of machine vision lenses in logistics is a sophisticated combination of hardware and software. Here’s a simplified breakdown:
- Optical Components: High-resolution lenses capture images with exceptional clarity.
- Lighting Systems: LED or laser lights ensure consistent illumination, even in low-light conditions.
- Image Sensors: Convert light into digital signals for processing.
- AI Algorithms: Analyze images to identify patterns, measure dimensions, or detect anomalies.
For instance, in a warehouse, a robotic arm guided by machine vision lenses can pick items from shelves with millimeter precision, reducing breakage and improving order fulfillment rates.

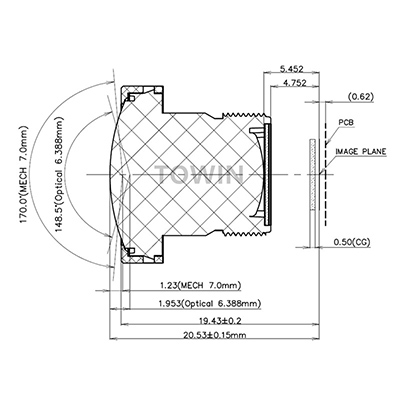
25mm Low Distortion Machine Vision Lens
Real-World Applications of Machine Vision Lenses in Logistics
1. Automated Sorting Systems
E-commerce giants like Amazon use machine vision lenses to sort packages by size, weight, and destination. This reduces misrouting and speeds up delivery times.
2. Quality Control in Manufacturing
Before products are shipped, machine vision systems inspect them for defects, ensuring only flawless items reach customers.
3. Autonomous Forklifts and Drones
In warehouses, self-driving forklifts equipped with machine vision lenses navigate aisles, avoiding collisions and optimizing storage space.
4. License Plate Recognition (LPR)
Logistics companies use LPR systems powered by machine vision lenses to track vehicles entering and exiting facilities, enhancing security and traffic management.
Challenges and Solutions in Implementing Machine Vision Lenses
While the benefits are clear, adopting machine vision lens in logistics comes with challenges:
- High Initial Costs: Solution: Leasing options or phased implementation can ease financial burdens.
- Integration Complexity: Solution: Partnering with experienced vendors ensures seamless system integration.
- Maintenance Needs: Solution: Regular calibration and software updates keep systems running smoothly.

C mount machine vision lenses
Future Trends in Machine Vision Lenses for Logistics
The logistics industry is poised for further disruption as machine vision technology evolves. Key trends include:
- 3D Imaging: Enabling deeper spatial analysis for complex tasks.
- Edge Computing: Processing data locally for faster decision-making.
- AI-Powered Predictive Analytics: Anticipating issues before they arise.
FAQs
1. What Makes Machine Vision Lenses Different from Regular Cameras?
Machine vision lenses are designed for industrial applications, offering higher resolution, faster processing, and durability in harsh environments.
2. Can Machine Vision Lenses Work in Low-Light Conditions?
Yes, advanced lenses paired with infrared or laser lighting systems can operate effectively in dim settings.
3. How Do Machine Vision Lenses Reduce Errors in Logistics?
By automating visual tasks, these lenses eliminate human variability, ensuring consistent accuracy in sorting, inspection, and navigation.
4. Are Machine Vision Systems Expensive to Maintain?
While maintenance is required, modern systems are built for longevity, and cloud-based updates reduce downtime.
5. What Industries Benefit Most from Machine Vision Lens in Logistics?
E-commerce, automotive, pharmaceuticals, and food and beverage sectors see significant improvements in efficiency and quality control.
6. How Secure Are Data Collected by Machine Vision Lenses?
Data is encrypted and stored securely, with access restricted to authorized personnel, ensuring compliance with privacy regulations.

IR 12MP Low Distortion Machine Vision Lens
Conclusion
Machine vision lenses in logistics aren’t just an upgrade—they’re essential for businesses to stay competitive in a rapidly evolving market. By enhancing accuracy, speed, and safety, these systems drive operational excellence while reducing costs. As AI and imaging technologies advance, the role of machine vision lenses will only grow, solidifying their position as the backbone of modern logistics.