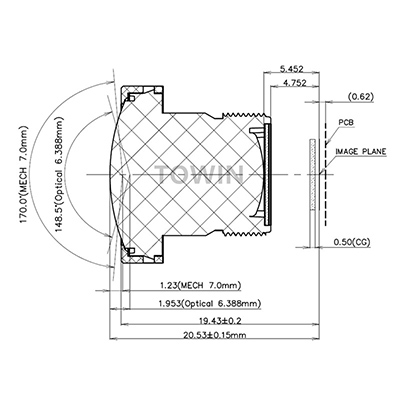
3.7mm wide angle lens
10/20/2025
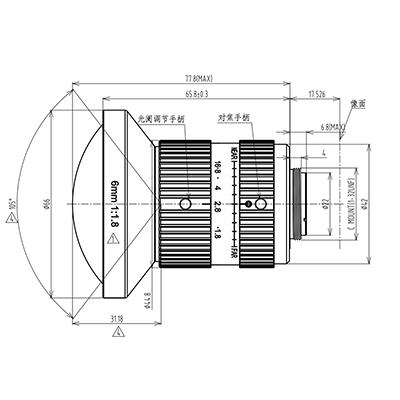
10mm Wide Aperture Industrial Lens
10/21/2025
Machine vision lenses are the unsung heroes of industrial automation, enabling machines to “see” and interpret the world with human-like precision. These specialized optical components capture high-resolution images, process visual data, and feed it into algorithms for tasks like inspection, measurement, and guidance. But what is the role of machine vision lenses beyond basic image capture?
1. Enhancing Image Quality for Precision Analysis
At the core of machine vision systems, lenses determine the clarity, contrast, and resolution of captured images. High-quality machine vision lenses minimize distortions, aberrations, and blurring, ensuring that even the smallest defects—such as scratches on a semiconductor wafer or misaligned components in an assembly line—are detected. For instance, in automotive manufacturing, lenses with low distortion rates help robots align parts with sub-millimeter accuracy, reducing waste and improving safety.
Why It Matters: Poor image quality leads to erroneous data, causing costly production errors. Machine vision lenses mitigate this risk by delivering crisp, reliable visuals.
2. Enabling Real-Time Decision-Making in Automation
Machine vision lenses are critical for real-time processing in robotics and AI systems. In e-commerce warehouses, lenses integrated with conveyor belts scan barcodes and package dimensions at lightning speed, enabling automated sorting. Similarly, in agriculture, drones equipped with machine vision lenses analyze crop health by detecting pest infestations or nutrient deficiencies, allowing farmers to act swiftly.

40mm C mount IR corrected machine vision lenses
3. Facilitating 3D Imaging and Depth Perception
Advanced machine vision lenses support 3D imaging technologies like stereovision and structured light. These lenses capture multiple angles of an object, creating depth maps that robots use for precise manipulation. For example, in medical device assembly, 3D vision systems guided by specialized lenses ensure that tiny components are placed correctly, avoiding contamination risks.
Key Benefit: 3D imaging reduces reliance on manual inspection, cutting labor costs by up to 50% in some industries.
4. Supporting Diverse Lighting Conditions
Machine vision lenses are engineered to perform under varying lighting environments, from bright factory floors to dim warehouses. Some lenses incorporate infrared (IR) or ultraviolet (UV) filters to enhance visibility in low-light scenarios, while others use polarizing filters to reduce glare. This adaptability is crucial for outdoor applications like autonomous vehicles, where lenses must detect lane markings in direct sunlight or fog.
5. Integrating with AI and Deep Learning
The synergy between machine vision lenses and AI is reshaping industries. Lenses feed high-fidelity images into neural networks, which learn to identify patterns and anomalies over time. In pharmaceuticals, this combination ensures that pills are free of cracks or incorrect dosages, meeting stringent regulatory standards.
Future Trend: Edge computing is pushing AI processing closer to the lens, reducing latency and enabling faster responses in dynamic environments.

IR 12MP Low Distortion Machine Vision Lens
FAQs
1. What industries rely most on machine vision lenses?
Machine vision lenses are pivotal in automotive, electronics, pharmaceuticals, logistics, and agriculture. Any sector requiring precision, speed, or non-destructive testing benefits from these lenses.
2. How do machine vision lenses differ from regular camera lenses?
Unlike consumer lenses, machine vision lenses are optimized for industrial durability, low distortion, and compatibility with specialized lighting. They also support narrower fields of view for detailed inspections.
3. Can machine vision lenses work in extreme temperatures?
Yes! Many lenses are rated for temperatures ranging from -40°C to 85°C, making them suitable for foundries, cold storage, and outdoor deployments.
4. What is the role of machine vision lenses in robotics?
Machine vision lenses guide robots in tasks like pick-and-place operations, welding, and navigation. They provide the visual data needed for robots to interact safely with humans and environments.
5. How often should machine vision lenses be cleaned?
Cleaning frequency depends on the environment. Dusty settings like foundries may require daily cleaning, while controlled environments like labs may need weekly maintenance.
6. Are machine vision lenses expensive?
Costs vary based on resolution, aperture, and environmental ratings. However, the ROI is significant—a lens that reduces defects by 1% can save millions annually in large-scale manufacturing.

C mount machine vision lenses
Conclusion
What is the role of machine vision lenses in shaping tomorrow’s industries? As AI and automation advance, these lenses will become even more integral, enabling smarter factories, safer autonomous systems, and sustainable practices.